双螺杆造粒机_双螺杆造粒机的维护保养与注意事项
双螺杆造粒机主要用于橡塑和工程树脂的填充、共混、改性、增加、氯化、聚丙烯和高吸水性树脂的加工。
双螺杆造粒机主要用于橡塑和工程树脂的填充、共混、改性、增加、氯化、聚丙烯和高吸水性树脂的加工。
双螺杆造粒机可降解母粒、聚酰胺缩聚、聚氨脂加聚反应的挤出;碳粉、磁粉的造粒,电缆用绝缘料、护套料、低烟无卤阻燃型PVC电缆料及各种硅烷交联料的制备等,小机型主要用于科研和教学。
平行双螺杆造粒机的料筒和螺杆均按积木式原理设计,可按需要进行不同组合。采用电加热和水冷却自动控制机筒温度,并配有强制喂料,真空排气和不停车换网装置。
双螺杆采用变频调速、交流电机驱动或直流调速、直流电机驱动。减速和双螺杆传动在同一箱体之内,外形尺寸紧凑。采用装有剪切销的安全联轴器,可以保护螺杆和传动箱不因超负荷而损坏。
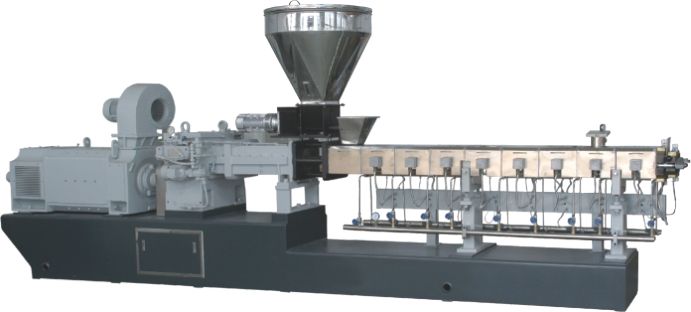
双螺杆造粒机的构造以及分类:
双螺杆造粒机由传动装置、加料装置、料筒和螺杆等几个部分构成,各部件的作用与单螺杆造粒机相似。与单螺杆造粒机区别的地方在于双螺杆造粒机中有两根平行的螺杆置于同一的料筒中。
双螺杆造粒机有很多种不一样的形式,首要不一样在于螺杆构造的不一样。双螺杆造粒机的螺杆构造要比单螺杆挤出机杂乱得多,这是因为双螺杆造粒机的螺杆还有诸如旋转方向、啮合程度等。
常用于PVC型材挤出的双螺杆造粒机通常是严密啮合且异向旋转的螺杆,少量也有运用同向旋转式双螺杆挤出的,但通常只能在低速下操作,约在10r/min范围内。
而高速啮合同向旋转式双螺杆造粒机用于混炼、排气造粒或作为接连化学反应器运用,这类挤出机更大螺杆速度范围在300~600r/min。
非啮合型挤出机与啮合型挤出机的运送机理大不相同,对比接近于单螺杆造粒机的运送机理,二者有本质上的不一样。

日常维护保养:
传动系统
1、检查电机及油箱的温升,轴承是否局部过热,电机和齿轮的异常噪音、漏油、滤油器、花键轴的径向圆跳动及与螺杆端面的接触间隙。
2、定期清理滤油器和清除油箱底部沉淀污垢,并定期给润滑点加油。
3、新齿轮传动箱运转“磨合”后,应更换新油,以后每运转4000小时,更换一次新油。
主机
检查冷却水的通畅情况,温度(一般∠26℃),喂料情况,筒体温度及压力,螺杆与筒体的摩损状况。
机头
多孔板的尺寸损耗,流道表面的损伤及腐蚀状况,是否发生阻塞而影响制品外观与产量。
附属装置
1、检查冷却水槽、抽真空、马达等运转情况,各密封部位是否发生泄露。
2、真空系统中的分离罐在使用过程中,会有粘稠物留在罐内,故需停车定期清理。
3、冷却设备和管路要求清洁、干净,工业软水中无悬浮杂质。水过滤器、水箱要定期检查清洗,保持清洁,更换新水。
注意事项:
1、主电机和油泵电机有电气连锁,即油泵电机不启动,主电机不能启动;主电机不停车,油泵电机不能停车。
2、主电机和喂料电机有电气连锁,即主电机不启动,喂料电机不能启动;喂料电机主电机不停车,主电机不能停车。
3、主电机控制柜具有过电流保护,出厂前已设定好。此外,还具有机械保护装置,一般为尼龙剪切销式安全联轴器。当超过设计扭矩时,剪切销被切断,传动箱停止工作。
4、当机头压力超过设定报警值时,料压报警信号灯亮并自动停机。
5、用户生产的原料,严禁带入任何金属杂物。
6、机器运转时,严禁用金属物件在筒体的开口处清理物料。
7、压力传感器和料温热电偶的装拆。当在机头内有物料时,必须加温,待物料软化后才能进行安装拆卸。
8、筒体冷却系统的循环水,请使用软化水或蒸馏水。
9、螺杆只允许低速下(≤20r/min)启动,空转时间不超过2分钟,喂料后待机头模孔出料,才能逐渐提高转速。
以上就是关于双螺杆造粒机的介绍,更多资讯请关注本站WAM机械网!











