吸塑成型机_吸塑成型机的操作规程及故障处理
吸塑成型机又叫热塑成型机,这种成型设备的工艺主要是利用真空泵产生的真空吸力将加热软化后的PVC、PET、PETG、APTT、PP、PE、PS等热可塑性塑料片材经过模具吸塑成各种形状的真空罩,或贴附着于各种形状产品的表面。
吸塑成型机又叫热塑成型机,这种成型设备的工艺主要是利用真空泵产生的真空吸力将加热软化后的PVC、PET、PETG、APTT、PP、PE、PS等热可塑性塑料片材经过模具吸塑成各种形状的真空罩,或贴附着于各种形状产品的表面。
吸塑根据片材厚度分为薄片吸塑和厚片吸塑。目前市面上常见的产品薄片吸塑有:日用品吸塑包装、小五金吸塑包装、汽车用品吸塑包装;
电子产品吸塑包装、食品吸塑包装、化妆品吸塑包装、电脑周边设备吸塑包装、玩具吸塑包装、体育用品吸塑包装、文具用品吸塑包装等。
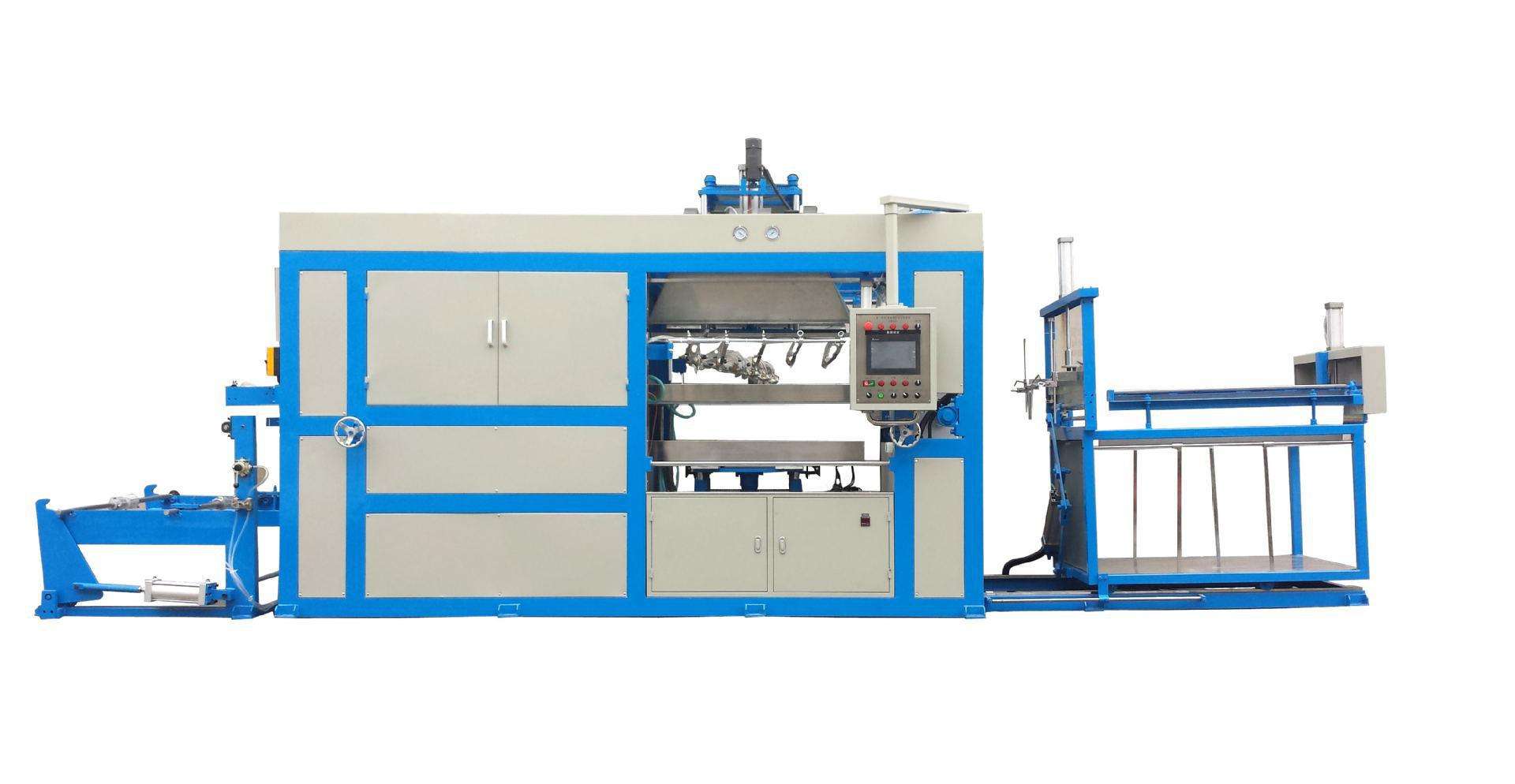
其机器主要构造是由给料、拉料、上下电加热炉、下闸、多功能可调尺寸、下模盘、上模、上闸、刀闸、切片、放片及配以真空装置等构成;
以气动装置为主动力源,其拉片、送片采用电动、减速器,时间继电器,中间继电器,行程开关等电器组成全自动控制系统。
而厚片吸塑常见产品有:家用电器内胆外壳、行李箱包、展架配件、装潢、汽车内饰、保险杠、挡泥板、美容器材、灯箱外壳、玩具车壳、工业面板、广告灯箱、吸塑LOGO、卫浴产品、冰箱内胆等等。
吸塑成型机加工出来的产品出现厚薄不均问题所在:
1、吸塑机在烤材料的时候,温度不均匀。
2、吸塑材料本身厚薄度或材料密度不均匀,导致吸塑出来的产品厚薄度不均匀。
3、吸塑时,模具深度太深,导致吸塑出来的产品厚薄不均匀。
吸塑成型机加工出来的产品出现厚薄不均的处理方法:
1、保证吸塑机在加热软化材料时温度均匀。
2、在购买材料时,保证是同款材料,有相同程度的厚薄。
3、在模具吸附前,加一个上模,顶一下再吸。

产品特点:
1、温度可调控,适应于不同厚度之材料成型。
2、调换模具方便快捷。
3、加热和冷却时间,由时间断电器控制并可调节。
4、设有计数显示装置,便于生产计数。
5、适用材料:PVC.PP.APET.PETG 。
操作规程:
机床的操作
1、接通三相电源、气源,旋开控制面板急停开关、真空泵旋钮开关,真空泵将由电接点真空表自行控制,真空压力厂方已调好。
2、 将温控仪(如右图)上的拨动开关拨到设定位置,旋转温度旋钮设定温度,在将拨动开关拨到测量位置。
温控仪温度在窒温条件的设定,是根据不同的吸塑在型材料而定,加温吸塑一般为40~120℃左右,其判断方法是,PVC加热开始软化下垂,继续加热重新拉平时的既是开始吸塑的温度。
3、 根据工件外形尺寸,制作比工件外形尺寸小3~5mm的栅格式的垫板置于工作台上,垫板高度应为15~20mm,工件间留适当间距,如30mm厚工件,工件与工件之间间距不小于60~70mm。
4、 将需要吸塑成型的工件喷上胶水、晾干放在工作台的垫板上。
5、 调整好开控制面的加热吸塑时间,真空吸塑时间:
加热吸塑时间:01M40
真空吸塑时间:03M50
6、将PVC吸塑成型膜从PVC架上拉出,覆盖在工作台上,并用两端的快夹夹紧,按自动按钮,工作台自动推进,完成工件吸塑成型后,工作台自动退出。
7、用刀片沿工件周围裁断PVC,取出工件和多余的PVC。
8、举例几种PVC的温度:
1) 2mm台湾43~45℃
2) 0.35mm台湾53~56℃
3) 0.4mm台湾55~60℃
以上就是关于吸塑成型机的介绍,更多资讯请关注本站WAM机械网!











