吹膜机螺杆_吹膜机螺杆的优势与特点
吹膜机螺杆为螺杆螺沟固定沟深,其主要功能混炼、熔胶输出送、计量之外,还必须提供足够的压力,保持熔胶均匀温度及稳定熔融塑料之流量.计量段长,则混炼效果佳;计量段太长则易使熔体停留过久,而产生热分解;太短则易使温度不均匀。
吹膜机螺杆为螺杆螺沟固定沟深,其主要功能混炼、熔胶输出送、计量之外,还必须提供足够的压力,保持熔胶均匀温度及稳定熔融塑料之流量。
计量段长,则混炼效果佳;计量段太长则易使熔体停留过久,而产生热分解;太短则易使温度不均匀。
吹膜机螺杆长径比=螺杆工作长度(mm)÷螺杆直径(mm)
长径比大,则吃料易均匀,但容易过火。热稳定性较佳之塑料可用较长之螺杆,以提高混炼性而不虑烧焦;热稳定性较差之塑料,可用较短之螺杆或螺杆尾端无螺纹。
吹膜机螺杆压缩比=进料牙深(mm)÷计量牙深(mm)
考虑料的压缩性、装填程度、回流、制品要密实、传热与排气。
适当的压缩比,可增加塑料之密度,使分子与分子之间的结合更加紧密,有助于减少空气的吸入,降低因压力而产生之温升,而影响输出量的差异,而不适当之压缩比将会破坏塑料的物性.
压缩比值越高,对塑料在料管内塑化过程中产生的温升越高,对胶化中的塑料产生较佳的混炼均匀度,相对的出料量大为减少。
当进料段牙深愈深输送量愈大,但吹膜机螺杆所需扭力较大;进料段牙深太浅,输送量不够,压缩比不足。当计量段牙深太深,压缩比不足,所需用送料力量较大;
太浅时容易过火而烧焦。高压缩比适于不易熔塑料,特别具低熔化黏度、热安定性塑料。低压缩比适于易熔塑料,特别具高熔化黏度性,热敏性塑料。

其螺杆的使用优势如下:
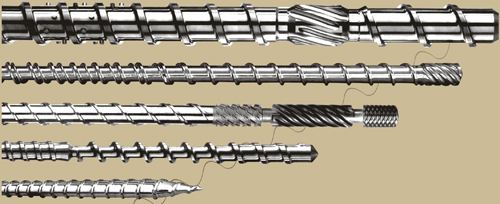
1、吹膜机螺杆采用最先进的合金喷涂技术,经精密加工,硬度更高,耐腐蚀性能更佳,寿命长,是氮化处理螺杆寿命2~3倍;
2、螺杆长径比大,塑化能力强,温度分布均匀,自动温控,吹制的薄膜光亮均匀制品使用性能好;
3、整机结构紧凑,运转平稳,单臂架构,经济实用,牵引装置一体化并可自调升降;
4、采用先进的变频技术,高效节能;
5、卷曲形式多样,可任意选择;
6、可按用户需要配置旋转机头。
吹膜机螺杆有以下使用特点:
1、螺杆长径比大,塑化能力强,温度分布均匀,自动温控,吹制的薄膜光亮均匀制品使用性能好;
2、可按用户需要配置旋转机头;
3、卷曲形式多样,可任意选择;
4、采用先进的变频技术,高效节能;
5、整机结构紧凑,运转平稳,单臂架构,经济实用,牵引装置一体化并可自调升降;
6、吹膜机螺杆采用最先进的合金喷涂技术,经精密加工,硬度更高,耐腐蚀性能更佳,寿命长,是氮化处理螺杆寿命2~3倍。
以上就是关于吹膜机螺杆的介绍,更多资讯请关注本站WAM机械网!











