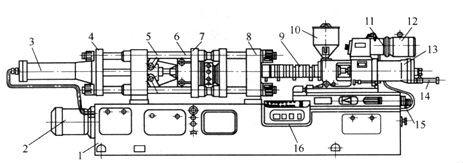
低压注塑机机筒图_低压注塑机机筒的使用及维护
低压注塑机机筒和螺杆组成了挤压系统。和螺杆一样,机筒也是在高压、高温、严重的磨损、一定的腐蚀条件下工作的。
低压注塑机机筒和螺杆组成了挤压系统。和螺杆一样,机筒也是在高压、高温、严重的磨损、一定的腐蚀条件下工作的。
在挤出过程中,机筒还有将热量传给物料或将热量从物料中传走的作用。机筒上还要设置加热冷却系统,安装机头。此外,机筒上要开加料口。
而加料口的几何形状及其位置的选定对加料性能的影响很大。机筒内表面的光洁度、加料段内壁开设沟槽等,对挤出过程有很大影响,设计或选择料筒时都要考虑到上述因素。
低压注塑机机筒温度控制是利用微机控制回路,选择合适的控制算法完成对注射机机筒外各加热套的控制。
确保机筒内各段的工作温度能按照工艺上的要求保持在设定的范围内,精确的温度控制在精密注塑上有利于提高产品质量以及原材料的利用率,是一项十分重要的指标。
注塑机的料桶温度控制对象是一个非线性、不确定、强耦合和大滞后的系统,是其中一个控制难点。对于这类对象,当前还缺乏一个统一有效的控制方法,常规的PID控制方法无法满足高精度注射的要求。
注塑机生产不同的产品,预塑量不同,环境温度不同,生产周期不同时其料桶温度对象模型参数就不一样;料桶各段温度控制之间存在很强的耦合现象,要实现完全的解耦控制非常困难;
另外该对象还是一个大滞后系统,常规控制方法难免会出现大超调和震荡现象,因此必须研究自适应的温度控制策略实现高精度的温度控制。
在塑料加工过程中,温度控制主要包括料筒、喷嘴和模具的温度控制。机筒温度即料筒表面加热温度,由于机筒的壁比较厚,因此,热电偶检测点的选择非常关键,不同的检测点上温度曲线有较大的差异。
因此双点平行检测,即在料筒表面与深处同时设置热电偶,将得到比较稳定的温度曲线,有利于温度控制的精度。
喷嘴温度直接影响着熔体通过时的剪切流动,对制品的质量有大的影响,因此喷嘴温度的控制精度要求更高。模具温度是指与制品接触的模腔表面温度,它会显著影响充模、冷却和保压过程。
低压注塑机机筒怎样使用和维修:
1、机筒安置装配时要庇护好法兰毗连立体、前端与喷嘴毗连立体,不准有划伤和撞击坑痕。安置时要连结毗连立体干净、无任何异物。紧固毗连螺母时各点拧紧力要平均。
2、机筒升温到达工艺温度后,应从新再紧固一次各毗连螺母,以免整机变形和熔料排泄。
3、停产机遇筒内不容许存留腐化性较强的聚氯乙烯、聚碳酸酯和丁酸酯类质料。停机后必需把机筒内清算清洁,然后涂一层庇护油。
4、如果需装配机筒,应在清算机筒内残料后热状况下装配。
5、清算机筒要用铜质刷或砂布清算,不准用钢刀硬质东西刮削。
6、对含有玻璃纤维、碳纤维或碳酸钙类等改性、加强塑料树脂的塑化打针,应采纳配有耐磨、耐腐化的合金衬套机筒塑化,由于这些有机混料对机筒的磨损和腐化性较大。
7、机筒装配时不准用重锤敲击。
8、机筒上不准寄存重物。
机筒的修复:
1、机筒内概况磨损或划伤痕不紧张时,可用油石或砂布在床长进行研磨修光。
2、机筒内概况磨损较紧张时,应起首查抄磨损沟痕深度,计较去掉沟痕的磨削内壁仍是否有热处置硬层,如另有硬层,可对机筒内孔进行修磨,直至去掉沟痕。
修磨后的内概况粗拙度Ra应不大于1.60μm。孔轴线公役按GB1184—1980尺度7级精度。然后按此机筒内径从新配制螺杆。
如果修磨后的机筒内概况已不存有热处置硬层,则可配制合金内套,装入机筒内。也可采纳离心浇铸法,在机筒内壁上浇铸一层硬质合金层,再颠末机加工研磨后使用。
机筒日常维护:
1、机筒螺杆未达到预先设置温度时,切勿启动机器。
2、防止金属碎片及杂物落入料斗,若加工回收料,需加上磁性料斗以防止铁屑等进入料筒。
3、使用防涎时要确定料筒内塑料完全熔融,以免螺杆后退时损坏传动系统零件。
4、使用新塑料时,应把料筒的余料清洗干净。
5、当熔融塑料温度正常但又不断发现注塑产品出现黑点或变色时,应检查螺杆过胶头、过胶圈、过胶介子是否有磨损。.
6、产品注塑成型时,尽量使物料塑化均匀,以降低螺杆承受的传动扭力,提高其使用年限。
以上就是关于低压注塑机机筒图的介绍,更多资讯请关注本站WAM机械网!











