切削加工_切削加工的分类方法与安全操作规程
切削加工是指用切削工具(包括刀具、磨具和磨料)把坯料或工件上多余的材料层切去成为切屑,使工件获得规定的几何形状、尺寸和表面质量的加工方法。
切削加工是指用切削工具(包括刀具、磨具和磨料)把坯料或工件上多余的材料层切去成为切屑,使工件获得规定的几何形状、尺寸和表面质量的加工方法。
切削加工的特点:
1、切削温度高:由于切削功率大,产生的热量多,而热轧方钢的导热系数比不锈钢还低,只有中碳钢的1/4,所以切削区温度很高。
当切削速度Vc<50 m/min时,切削温度比45号钢高200℃~250 ℃,因此,刀具磨损严重,耐用度降低。
2、加工硬化严重:在切削过程中,由于塑性变形大,奥氏体组织转变为细晶粒的马氏体组织,从而热轧方钢产生严重的硬化现象。
加工前硬度一般为HB200~220,加工后表面硬度可达HB450~550,硬化层深度0.1~0.3 mm,其硬化程度和深度要比45号钢高几倍。
严重的加工硬化使切削力增大,加剧了刀具磨损,也容易造成刀具崩刃而损坏。
3、尺寸精度不易控制:线膨胀系数与黄铜差不多,在高的切削温度下,局部产生热变形,尺寸精度不易控制。
切削热轧方钢时,应先进行粗加工,工件冷却后再进行精加工,以保证工件的尺寸精度。
4、断屑困难:韧性是45号钢的8倍,切削时切屑不易拳曲和折断。
虽然切削加工存在很多的不足,但是热轧方钢可以通过热处理改变金属材料的力学、物理性能,从而改善其切削性能。

切削加工有许多分类方法。常见的有以下3种。
1、按工艺特征区分
切削加工的工艺特征决定于切削工具的结构以及切削工具与工件的相对运动形式。
按工艺特征,切削加工一般可分为:车削、铣削、钻削、镗削、铰削、刨削、插削、拉削、锯切、磨削、研磨、珩磨、超精加工、抛光、齿轮加工、蜗轮加工、螺纹加工、超精密加工、钳工和刮削等。
2、按切除率和精度分
可分为:
①粗加工:用大的切削深度,经一次或少数几次走刀从工件上切去大部分或全部加工余量,如粗车、粗刨、粗铣、钻削和锯切等;
粗加工加工效率高而加工精度较低,一般用作预先加工,有时也可作最终加工。
②半精加工:一般作为粗加工与精加工之间的中间工序,但对工件上精度和表面粗糙度要求不高的部位,也可以作为最终加工。
③精加工:用精细切削的方式使加工表面达到较高的精度和表面质量,如精车、精刨、精铰、精磨等。精加工一般是最终加工。
④精整加工:在精加工后进行,其目的是为了获得更小的表面粗糙度,并稍微提高精度。精整加工的加工余量小,如珩磨、研磨、超精磨削和超精加工等。
⑤修饰加工:目的是为了减小表面粗糙度,以提高防蚀、防尘性能和改善外观,而并不要求提高精度,如抛光、砂光等。
⑥超精密加工:航天、激光、电子、核能等尖端技术领域中需要某些特别精密的零件,其精度高达IT4以上,表面粗糙度不大于 Ra 0.01微米。
这就需要采取特殊措施进行超精密加工,如镜面车削、镜面磨削、软磨粒机械化学抛光等。
3、按表面形成方法区分
切削加工时,工件的已加工表面是依靠切削工具和工件作相对运动来获得的。按表面形成方法,切削加工可分为 3类。
①刀尖轨迹法:依靠刀尖相对于工件表面的运动轨迹来获得工件所要求的表面几何形状,如车削外圆、刨削平面、磨削外圆、用靠模车削成形面等。
刀尖的运动轨迹取决于机床所提供的切削工具与工件的相对运动。
②成形刀具法:简称成形法,用与工件的最终表面轮廓相匹配的成形刀具或成形砂轮等加工出成形面。
此时机床的部分成形运动被刀刃的几何形状所代替,如成形车削、成形铣削和成形磨削等。
由于成形刀具的制造比较困难,机床-夹具-工件-刀具所形成的工艺系统所能承受的切削力有限,成形法一般只用于加工短的成形面。
③展成法:又称滚切法,加工时切削工具与工件作相对展成运动,刀具(或砂轮)和工件的瞬心线相互作纯滚动;
两者之间保持确定的速比关系,所获得加工表面就是刀刃在这种运动中的包络面。
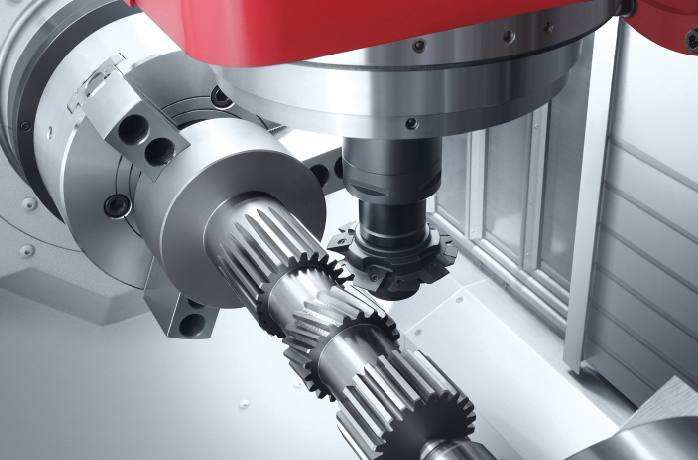
齿轮加工中的滚齿、插齿、剃齿、珩齿和磨齿(不包括成形磨齿)等均属展成法加工 。
切削加工安全操作规程:
1、被加工件的重量、尺寸应与机床的技术性能数据相适应。
2、 被加工件的重量大于20千克时,应使用起重设备。
3、在工件回转或刀具回转的情况下,禁止戴手套操作。
4、紧固工件、刀具或机床附件时要站稳,不要用力过猛。
5、每次开动机床前都要确认对任何人无危险,机床附件、加工件以及刀具均已固定牢靠。
6、当机床已在工作时,不能变动手柄和进行测量、调整、清理等工作。操作者应观察加工进程。
7、如果在加工过程中易形成起的切屑,为安全起见,应放防护挡板。
从工作地和机床上清除切屑及防止切屑缠绕在被加工件或刀具上,不能直接用手,也不能用压缩空气吹,要用专用工具。
8、 正确地安放被加工件,不要堵塞机床附近通道,要及时清扫切屑,工作场地特别是脚踏板上,不能有冷却液和油。
9、当用压缩空气作为机床附件驱动力时,废气排放口应朝着远离机床的方向。
10、经常检查零件在工作地或库房内堆放的稳固性,当将这些零件移到运箱中时,要确保它们位置稳定以及运箱本身稳定。
11、当离开机床时,即使是短时间离开,也一定要关电源停车。
12、当出现电绝缘发热并有气味、设备运转声音不正常时,要迅速停车检查。
以上就是关于切削加工的介绍,更多资讯请关注本站WAM机械网!











